2024-08-05新聞來源:chytsqjggs 抽水蓄能與儲能技術交流
抽水蓄能定子主要由機座、定子鐵芯、線圈以及固定這些部分的附件組成。目前在建的大型抽水蓄能電站較多,受外形尺寸及運輸條件限製,定子部件都是散件到貨,需要在施工現場進行組裝,現場定子組裝工藝技術將直接影響定子安裝質量,進而影響機組安全穩定運行。
定子組裝主要工序順序如下:
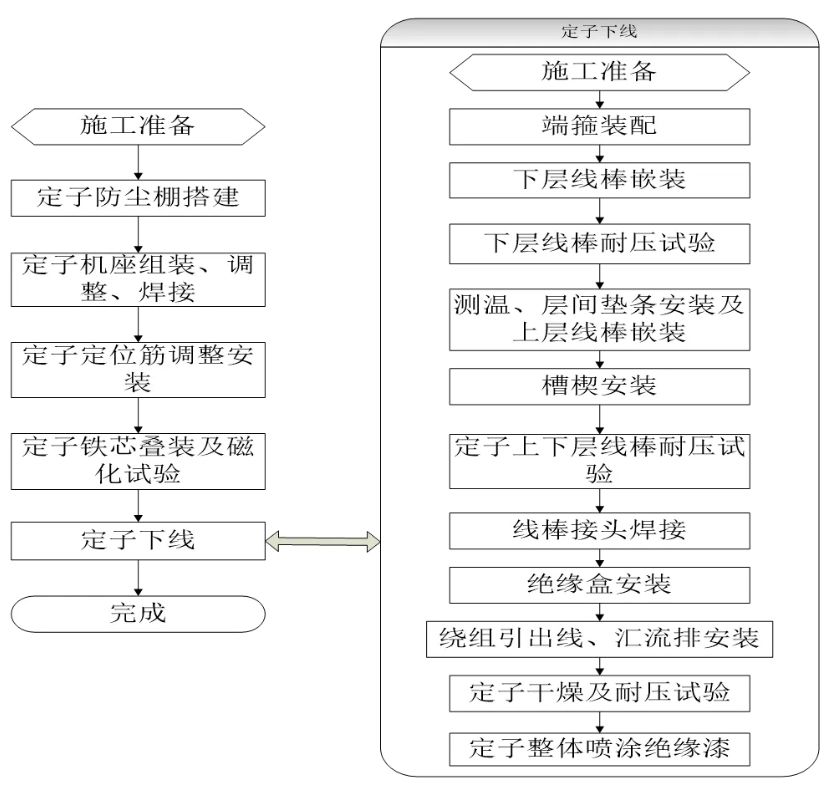
定子組裝及安裝注意事項:
1. 定子組裝的環境應是封閉的空間,濕度、溫度及灰塵控製是重點。防塵棚也提了更高的要求,。防塵棚裏濕度控製80以內。
2. 定子鐵心圓度是定子組裝中機械部分最重要的控製點,而定位筋的定位及焊接是圓度控製的基礎。
3. 定子鐵心疊片及壓緊,主要控製鐵心片的整形、波浪度、高度以及壓緊度,壓緊螺杆為穿心螺杆必須保證螺杆絕緣滿足要求。廠家要求下齒壓指水平度2mm,有些企業標準1mm,現場打磨處理需要嚴格控製。
4. 定子線棒的鑲嵌過程必須保證絕緣層不碰傷以及吊裝變形;絕緣材料的攪拌控製以及配比的控製重點,確保絕緣材料性能到達要求;端箍以及層間墊塊的綁紮嚴格按照工藝執行,確保牢靠、美觀;線棒焊接質量也是控製重點,確保運行後不發熱;槽楔打緊力度要合適,應進行逐一驗收。

定子機座到安裝場

定子機座組圓
| 序號 | 項目 |
安裝標準 |
1 |
定子機座下環板波浪度 |
≤2mm |
2 |
定子下環板半徑 |
±2mm |
3 |
下齒壓板壓指波浪度 |
≤1mm |
4 |
相鄰壓指高差 |
≤0.5mm |
5 |
壓指內徑方向比外徑方向高 |
1.5~2.0mm |

定子接縫焊接
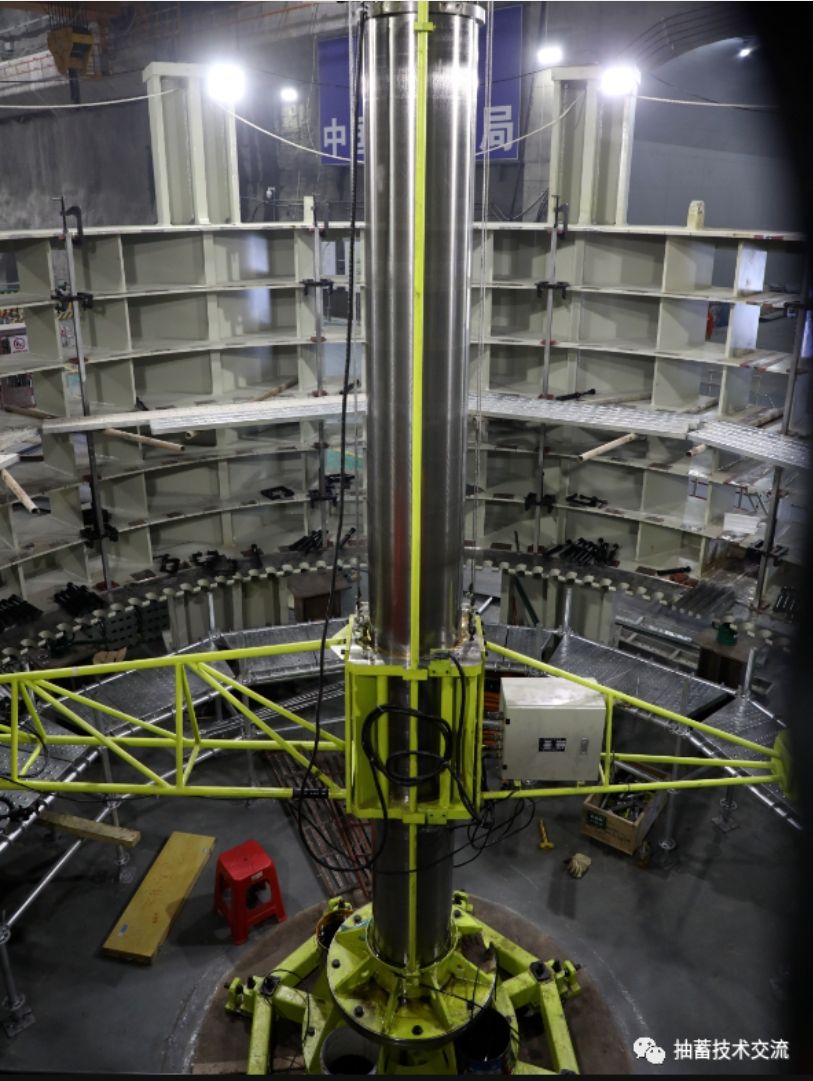
定子測圓架安裝
序號 |
項目名稱 |
安裝標準 |
1 |
測測圓架中心柱垂直度 |
≤0.02mm/m,最大不超過0.05mm |
2 |
測測圓架與定子機座下環板的同心度 |
≤0.5mm |
3 |
測圓架旋轉一周的回零偏差值 |
≤0.02mm |
4 |
測圓架旋轉一周的跳動量 |
≤0.5mm |
5 |
重複測量圓周上任意點的半徑誤差 |
≤0.02mm |


定子定位筋安裝
序號 |
項目名稱 |
安裝標準 |
1 |
測測圓架中心柱垂直度 |
≤0.02mm/m,最大不超過0.05mm |
2 |
測測圓架與定子機座下環板的同心度 |
≤0.5mm |
3 |
測圓架旋轉一周的回零偏差值 |
≤0.02mm |
4 |
測圓架旋轉一周的跳動量 |
≤0.5mm |
5 |
重複測量圓周上任意點的半徑誤差 |
≤0.02mm |



定子下齒壓板安裝

定位筋彈性元件


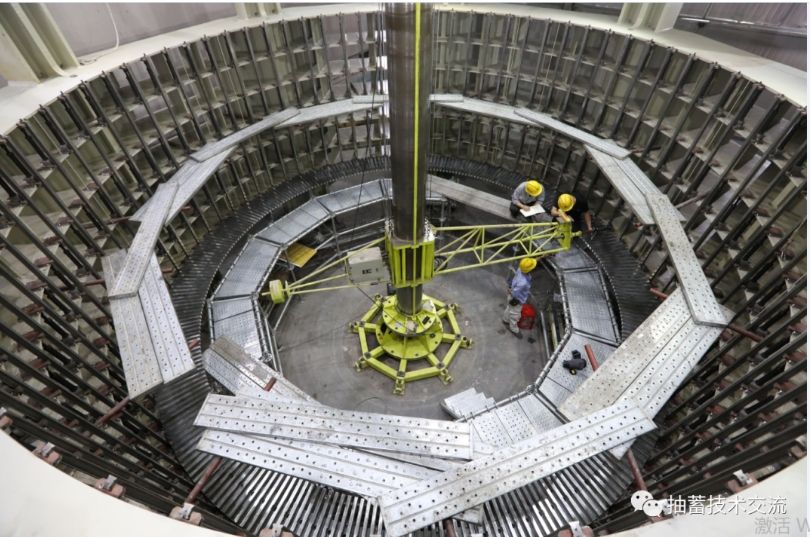
定子疊片安裝

定子疊片導向板安裝

定子上齒壓板安裝

定子疊片壓緊
序號 |
項目名稱 |
安裝標準 |
1 |
定子鐵芯半徑 |
設計值+0~0.4mm |
2 |
定子鐵芯圓度 |
≤0.3mm~0.8mm |
3 |
定子鐵芯各斷麵同心度 |
≤0.1mm |
4 |
定子鐵芯疊壓係數 |
≥0.96 |
5 |
定子穿心螺杆絕緣電阻 |
≥25MΩ |
6 |
定子鐵芯高度 |
設計值+1~10mm |
7 |
定子鐵芯周向波浪度 |
≤3~6mm |
8 |
定子鐵芯槽底與齒部高差 |
≤2~6mm |
9 |
定子穿心螺杆把緊力矩/伸長值 |
設計值±10% |


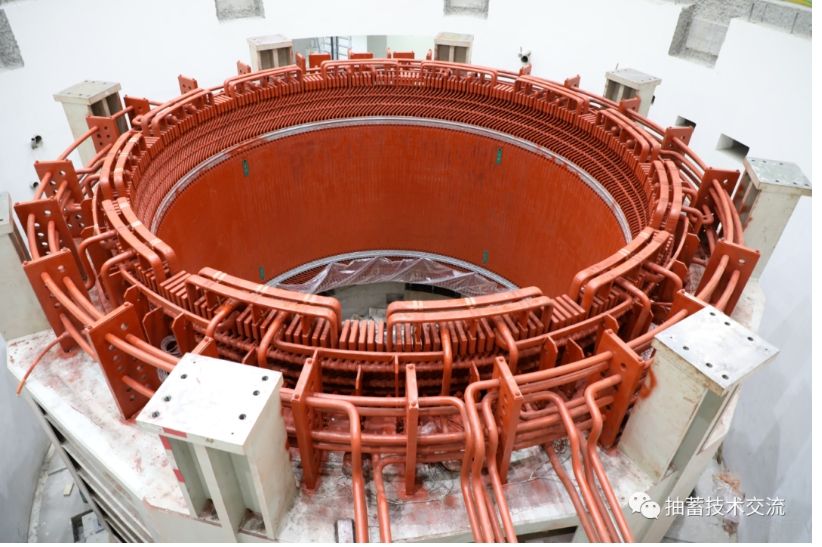
定子鐵芯疊片完成全景



定子鐵損實驗
序號 |
項目名稱 |
安裝標準 |
1 |
鐵芯各部的最高溫升 |
≤25K |
2 |
鐵芯最大溫差 |
≤10K |
3 |
鐵芯與機座最大溫差 |
≤15K |
4 |
鐵芯單位鐵損值(折算到1T時的數值) |
≤1.3P10/50 |
5 |
定子穿心螺杆絕緣電阻 |
≥25MΩ |
6 |
定子穿心螺杆把緊力矩/伸長值 |
設計值±10% |


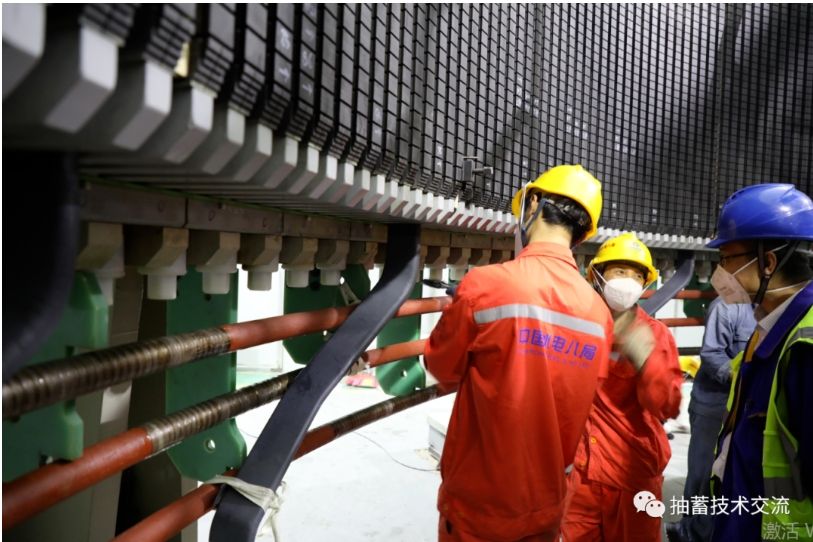

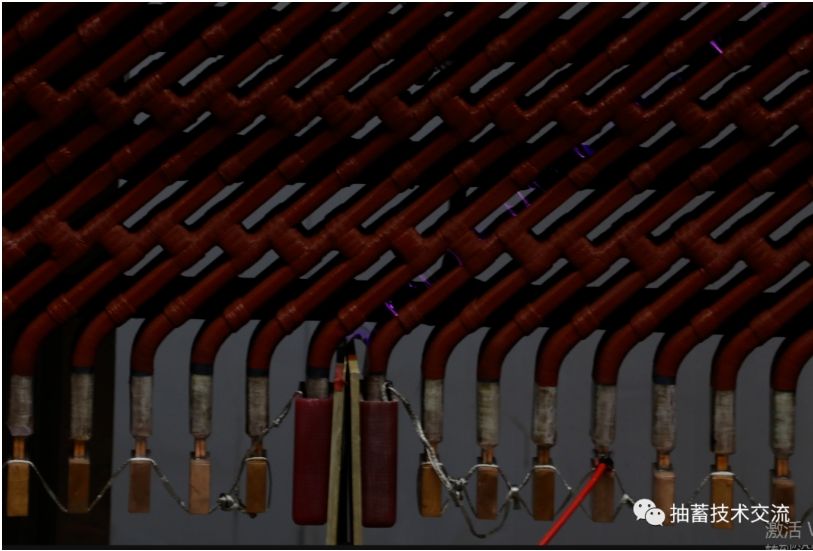
定子線棒安裝
序號 |
項目名稱 |
安裝標準 |
1 |
槽底墊條伸出鐵芯長度 |
10~15mm |
2 |
槽襯伸出鐵芯槽長度 |
0~5mm |
3 |
槽楔通風口與鐵芯通風口中心偏差 |
≤3mm |
4 |
槽楔允許發空長度 |
≤1/3總長度 |
5 |
漆膠配比 |
嚴格按照使用說明 |
6 |
釺焊要求 |
焊接飽滿無氣孔、裂紋、末焊透、毛刺及尖銳棱角 |
7 |
絕緣盒及綁紮要求 |
整齊美觀 |


定子線棒耐壓試驗
序號 |
項目名稱 |
試驗標準 |
1 |
單根線棒耐壓 |
2.75UN+2.5(1min) |
2 |
下層線棒嵌入鐵芯後耐壓 |
2.5UN+2.0(1min) |
3 |
上層線棒嵌入鐵芯後耐壓 |
2.5UN+1.0(1min) |
4 |
槽電位試驗 |
≤10V |
5 |
定子繞組分相直流電阻 |
相互間差別不應大於最小值的2% |
6 |
定子繞組分相直流泄漏試驗 |
3UN,按每級0.5倍額定電壓分階段升高,泄漏電流不隨時間延長而增大,各相泄漏電流之差不大於最小泄漏電流的50% |
7 |
定子繞組分相交流耐壓試驗 |
2UN+3.0(1min) |

彙流母線安裝
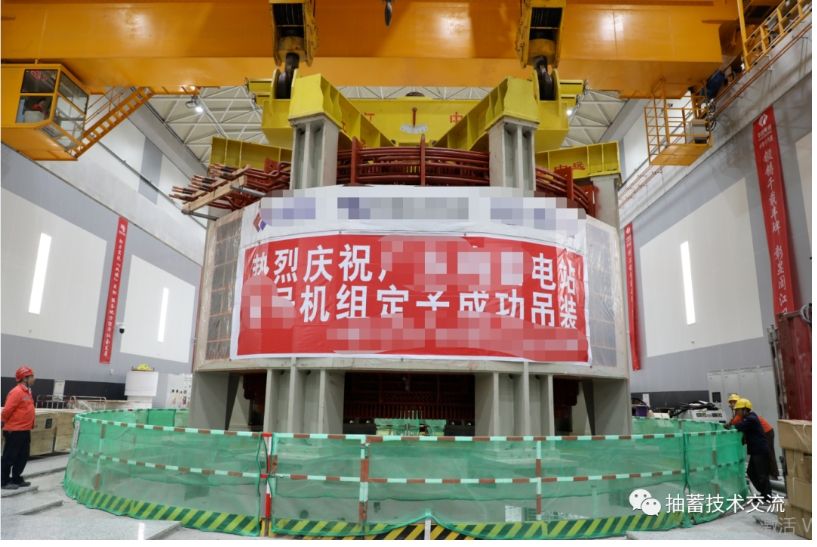
定子吊裝就位
定子是發電機的重要組成部分,其線棒的安裝又是定子安裝的重要工序之一,如何安全、經濟、高效完成定子線棒的鑲嵌工作,下線工藝關鍵要點。安裝過程中必須要盡量減少外界對絕緣層的損傷,通過膠漆的塗抹、修形,包括對斜邊尖角毛刺的打理……從工藝的開始到最後完成,監控這個工藝到底符不符合預期要求。
總之,定子組裝分為機座焊接、定位筋安裝、鐵片疊裝、鐵片打壓、鐵損試驗等項目,其中基準定位筋安裝是最為複雜的,垂直度、半徑、弦距誤差不能超過10道,也就是說,不能超過一根頭發絲的距離,比大姑娘繡花還要細致的活。
(圖文均轉自公眾號“抽水蓄能與儲能技術交流”,圖文責任由作者自負)
